Overcoming Space, Size & Product Handling Constraints for Aerospace Industry Integrators
Glide-Line offers several vertical lift conveyor application options. These VTUs can be applied to solve unique challenges in your conveyor automation system design. For instance, you can reduce floor space for your conveyor system, utilize the precision aspect of our VTU in interesting concepts, and increase automation system throughput with these vertical lift conveyor applications. And, at Glide-Line, these VTUs are part of our standard product offering of automated conveyor solutions.
Check out this video and read below to learn more:
Tilting Deck Vertical Transfer Unit
Allows for vertical transfer of product as well as tilting the conveyor deck up to 30° to allow for flexible access to the product being transported.
A standard Vertical Transfer Unit with the addition of a tilting transport deck conveyor
Provides the ability to tilt the product towards a robot or operator for improved access to the product
Tilt feature is controlled by the VTU servo/motor which allows for the transport deck conveyor to tilt up to 30°. Deck is hinged on one side and loose on the other, allowing different Z-axis movements to provide various tilting angles
Multiple Position Vertical Transfer Unit
Allows for vertical transfer of product from one or more in-feed conveyors to multiple discharge conveyors.
A standard Vertical Transfer Unit that feeds multiple input and output conveyors
The total number of infeed and outfeed conveyors can be increased, as needed, to maximize product flow.
Servo-driven elevator allows for multiple position stopping with precision movement
The number of transport decks can also be increased to shift as many products vertically as desired.
Machine Buffering Solution
A vertical sortation and storage device to create a buffer of pallets either upstream or downstream (or both) of a machine. Allows an operator to load up a machine with unfinished goods and automatically load parts, and can even simultaneously unload parts. This machine tending solution can greatly reduce operator involvement and keep your valuable machines running while you attend to other tasks.
Dual Deck Vertical Transfer Unit
Allows for vertical transfer of product on two transport conveyors simultaneously.
A standard Vertical Transfer Unit with two transport deck conveyors
Provides the ability to transport twice the amount of product vertically
This is especially useful for processes requiring fast-paced throughput
The number of transport decks can be increased to shift as many products vertically as desired
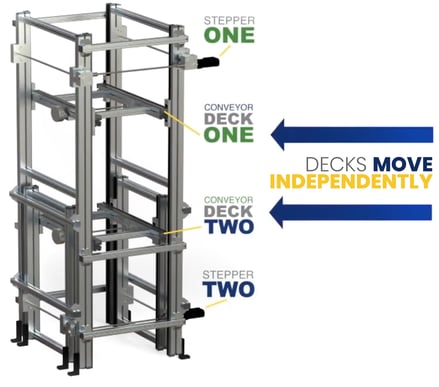
Dual Axis Vertical Transfer Unit
A dual lift VTU configuration has two (2) independent actuators that enable two Z-axis movements at a time and two independent decks. This can be used many ways. Examples:
Decouple an upper and lower transfer
Sorting product to / from multiple in-feeds and discharges
Perform an operation on one product while keeping the VTU in operation for others
Interested in learning more about our Vertical Transfer Units? Be sure to check out our full VTU Gallery!
Trevor Price is the Lead Application Engineer for Glide-Line. He has began his career here straight out of college from Widener University. Being a former collegate football athlete, Trevor embodies all of the characteristics of being a leader and embracing the teamwork mentality. In his personal life, he enjoys spending time with his dog, family, and the outdoors.
From a flexible conveyor manufacturer: industry trends we’re seeing
Here at Glide-Line, we make conveyors – specifically, flexible, configurable conveyors built to very specific measurements to fit limited spaces which can be configured with a “zero product to product contact” design philosophy, all with impressively short lead times. We’ve noticed three trends in the past year that are creating demand for what we have to offer:
Manufacturers need completely configurable, not singular-use, equipment
“People have been asking for versatile equipment they can use for a variety of products in various sizes and shapes. Within the same facility, they’re integrating conveyors to suit multiple product shapes, carton, pallet and tote sizes, and packaging types, and it is easiest for manufacturers to use equipment from a single manufacturer that can meet these varying product demands,” says Trevor Price, Lead Application Engineer for Glide-Line.
As a manufacturer of highly configurable, flexible conveyors suitable for conveying a huge variety of product and pallet sizes, we’ve seen demand increase in line with this trend. Our conveyors are all configurable to one-millimeter increments, with no set standard sizes our customers need to adhere to.
Manufacturers are looking for ways to reduce costs by preventing product damage
Preventing product damage during the manufacturing process is one way integrators are being asked to impact ROI. We’re able to best assist in meeting this demand with our conveyor that implements individually-controlled conveyor sections to eliminate product-to-product contact, control product distance, and efficiently operate each zone only as required. This is achieved using our DC motor/controller set-up or using VFDs with our AC motors. Each individual zone has its own motor, so the ability to transport heavy loads is uncompromised.
Manufacturers are pivoting to meet demands faster, so they need speedy delivery
Integrators have always been impressed with our fast lead times, but in the past year, we’ve seen an uptick in requirements for meeting quick turnaround times that can enable integrator clients to deliver solutions quickly, allowing for the client to pivot and meet demands much faster than in the past. Our lead times are always 6 to 8 weeks, significantly faster than those of our competitors.
About the client: aerospace industry automation systems integrator
These trending demands recently came into play for a project we worked on for a large automation systems integrator working in the aerospace industry. Their client needed a conveying solution integrated into their current facility. The over-sized product, an aircraft wing support beam, needed to be handled incredibly carefully to avoid product damage.
“We chose Glide-Line because of their customizable conveyor products and world-class customer service. Their engineering team solved the issues we faced without batting an eye, and our customer was thrilled with the result.” – Project Engineer
The client’s request
Our integrator client was challenged with:
Unique product size/weight: At 12 feet long and 150 pounds(!), our biggest challenge was providing a conveyance solution for a very long product. This product exceeded any standard pallet size, so a custom solution was required. Because our whole line of conveyors is configurable, including sizing available in one-millimeter increments, we were able to accommodate this build with some simple modifications.
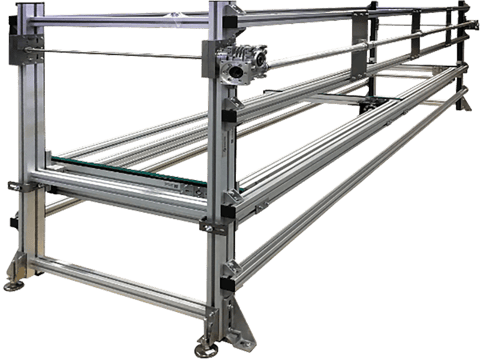
Space limitations: Our system was being placed between existing systems, so we had a little over the width of the pallet (~1.5 feet) in which to incorporate a solution. We recommended an over/under-style conveyor to maximize the space. We configured our conveyor to match the width of the product to safely transport it along the way.
Ensuring no product-to-product contact: We needed to provide a solution that would eliminate product contact to ensure the product is not damaged during the automation process. Our Zero Contact Zoned Conveyor configuration was perfect for this demand, since its individually-managed accumulation zones ensure there is always a gap between products. With the use of VFD controls on the motors, the conveyors could transport product to each stop location, without the use of a physical stop, which could otherwise cause damage to the product.
The solution
The flexibility of our conveyors was the key to solving these challenges. Our solution combined three variations on our equipment to create the conveyor system their client was looking for.
Our configurable designs allowed for the footprint of the over/under-style conveyor to be optimal for the space.
We integrated our zero contact individually-managed accumulation zones, without the use of a physical stop, to control acceleration and deceleration.
We configured a conveyor system with our Vertical Transport Units (VTUs) to act as the elevator between an upper and a lower conveyor section. (Yes, we designed a VTU for a 12-foot long pallet.)
Unforeseen obstacles
It became clear that traditional Lift and Transfer Units (LTUs) would need major modifications to work with this size and weight product. Since we were already using Vertical Transport Units (VTUs) as an elevator, we adapted our VTU to act as a 90-degree Lift and Transfer at the same time. By rotating the deck conveyor of the VTU 90 degrees, this VTU can also function as a transfer by lifting the product up, off the main line, and conveying it onto a perpendicular spur line for station work.
Due to the large size and weight of the product, we added additional bracketry and support to prevent sagging of the conveyor deck. We also changed to custom shafting due to the extra length. Our engineering team worked quickly to increase the capacity of the unit–in a single day. With the approval from the customer, we fabricated the parts less than 24 hours later.
Additionally, we were asked if we could supply a particular brand of bearing that our customer wanted to use, as opposed to our standard bearing. We provided all the information needed for them to properly determine the appropriate bearing model. They supplied us with the bearings to use during the build. This is just one example of the collaboration we needed to help make the project a success.
Bringing it together
A last-minute change in our customer’s production schedule led to a final hurdle: we were asked to ship a portion of the system even earlier than the original contract date. Though we were already on a tight time schedule, our team worked hard to produce the partial shipment ahead of schedule to allow our customer a head start in assembly before shipping the rest of the project on time.
In just eight short weeks from initial conversation to the first product completion, we were able to collaborate with our integrator customer and their client to make the project a resounding success. We faced unique challenges in the product size, space limitations, and product handling needs, and our proven flexibility, configurable product line, and ingenuity in providing solutions for manufacturers made for an enthusiastic customer. “Glide-Line is based on innovation, excellent customer service, high quality and real speed,” said Kevin Mauger, President of Glide-Line. “This type of project is the reason we exist, and we’re happy to help them see success.”
Kevin Mauger started working for the parent company of Glide-Line the day after college and bought the company 12 years into his career when it was at an all-time low. The company has multiplied in volume 5X since and is growing at 20%+ year over year. In a Surprise Announcement in 2017, in a dream come true, he gave almost half of his company to his employees. Personally, his entire life is based upon spending time with his family, figuring out a way to get out deep sea fishing, and supporting his Philadelphia Eagles. His vision for Glide-Line is to make it the world’s most flexible multi-strand conveyor solution with tools for customers allowing instantaneous response and control of their own destiny along with the fastest deliveries in the industry.












Recent Comments